- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Förstå labbvärden: det sanna sättet att läsa färg – tre kärnparametrar för kontroll av färgskillnader i teknisk plast
"Är en ΔE på 2,1 på kolorimeterrapporten acceptabel eller inte?"
"Kunden säger att Lab-värdena är avstängda, men färgerna ser nästan likadana ut för mig."
Det här är frågor som vårt tekniska team hör varje dag. Inom verkstadsplastindustrin bedöms färgskillnaden inte längre enbart med blotta ögat. Oavsett om det är bilinteriördelar, 3C elektroniska höljen eller industriella strukturella komponenter inkluderar kunder nästan alltid en färgskillnadsacceptansstandard som tydligt anger: ΔE ≤ 0,5, med L, a, b-värden inom specificerade toleranser.
Så vad exakt är L, a och b? Och varför är de mer tillförlitliga än visuell inspektion? Idag kommer vi att förklara dessa tre parametrar på språket för teknisk plastproduktion.
I. Färgens "Koordinatsystem": Labbens färgrymd
Föreställ dig att du behöver longitud, latitud och höjd för att fastställa en plats på en karta. Lab-färgrymden är det "tredimensionella koordinatsystemet" för färg.
Inrättad av International Commission on Illumination (CIE) 1976, är den fortfarande den globala guldstandarden för färgmätning. Vilken färg som helst kan placeras unikt i detta tredimensionella utrymme genom en uppsättning koordinater (L, a, b).
• L-värde (Lightness) : Spänner från 0 till 100. L=100 är rent vitt, L=0 är rent svart. I teknisk plast är en svart del som ser gråaktig ut eller en vit del som blir gulaktig i huvudsak en förändring av L-värdet.
• ett värde (röd-grön nyans): Positiva värden indikerar rött, negativa värden indikerar grönt. När en flamskyddad ABS som ska vara klarröd övergår till en "tråkig tegelröd" är det troligtvis a-värdet som är problemet.
• b-värde (gul-blå nyans): Positiva värden indikerar gult, negativa värden indikerar blått. b-värdet är den mest "känsliga" parametern - material som PBT, PC och nylon är benägna att gulna under högtemperaturbearbetning. När b-värdet skiftar positivt, blir delen synligt gul.
II. Tre siffror, tre vanliga "färgskillnadssymtom"
På produktionsgolvet diagnostiserar vi snabbt bakomliggande orsaker genom förändringar i laboratorievärden:
1. Stor avvikelse i L-värde – Prioritera kontroll av materialtillstånd och formningsprocess.
• Högt L-värde (för vit/blek): Möjligen låg formtemperatur eller otillräcklig titandioxid i färgförråden.
• Lågt L-värde (för mörkt): Möjligen materialförsämring (överdriven exponering för hög temperatur) eller dålig mögelventilation.
2. Stor avvikelse i ett värde – Prioritera kontroll av materialsammansättningen.
• Positiv förändring av ett värde (rödaktig): Vanligt i flamskyddade material, där flamskyddsmedlet sönderfaller vid höga temperaturer, vilket orsakar färgämnesmissfärgning.
3. Stor avvikelse i b-värde – Prioritera kontroll av torkförhållanden och insprutningstemperatur.
• Positiv förändring i b-värde (gulaktig): Den vanligaste orsaken är övertorkning eller för hög smälttemperatur. Nylonmaterial är särskilt känsliga – en b-värdesdrift på 0,5 är synligt "gulaktig" för blotta ögat.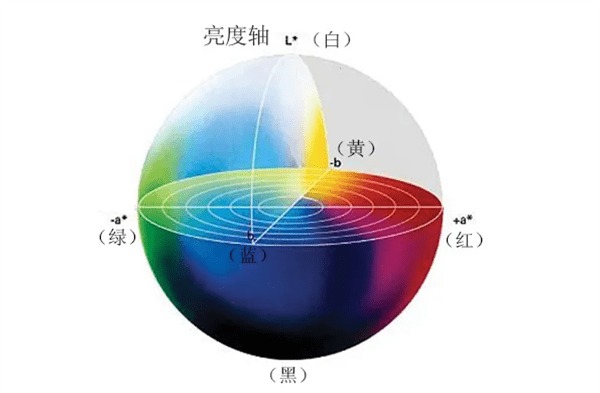
III. Vad är ΔE? Varför kan vi inte lita på ΔE Ensam?
ΔE är den kombinerade avvikelsen över dimensionerna L, a och b, beräknad som:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Den använder ett enda nummer för att sammanfatta "total färgskillnad", vilket gör snabb bedömning lätt. Men problemet är: Samma ΔE kan representera väldigt olika färgavvikelser.
Till exempel:
• Fall A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (något för vitt)
• Fall B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (avvikelser i alla tre riktningarna)
Båda har nästan samma ΔE, men fall B är mer "komplext" och kan verka "lerigare" för blotta ögat. Därför måste professionell färgskillnadskontroll ta hänsyn till både ΔE och individuella toleranser. En vanlig standard för interiördelar till bilar är: ΔE < 1,0, med |ΔL| < 0,5, |Δa| < 0,5, |Ab| < 0,5.
IV. Var kommer färgskillnaden ifrån? Fyra vanliga källor
Baserat på många års erfarenhet av att betjäna kunder, delas de huvudsakliga källorna till färgskillnad in i fyra kategorier:
1. Materialsatsvariation – Olika partier av teknisk plast kan ha små skillnader i grundfärg. Även för samma kvalitet är en b-värdesfluktuation från batch-till-batch på 0,3–0,5 för POM inte ovanlig.
2. Torkningsprocessen utom kontroll – Material som nylon, PET och PC är känsliga för fukt. Undertorkning eller övertorkning kan orsaka gulning. I ett fall ökade en operatör torktemperaturen från 80°C till 100°C, vilket fick b-värdet att hoppa från 1,2 till 2,8, vilket skrotade en hel sats.
3. Formsprutningsprocessdrift – Små förändringar i mottryck, skruvhastighet, insprutningshastighet, hålltryck, formtemperatur, etc., kan förändra smältflödet och kristallisationsbeteendet, vilket påverkar färgens utseende. Glasfiberförstärkta material är särskilt känsliga.
4. Mätmiljöskillnader – Olika kolorimetrar, ljuskällor, mätöppningar eller till och med trycket som operatören applicerar kan påverka avläsningarna. Kunder och leverantörer måste komma överens om en enhetlig mätstandard (t.ex. D65-ljuskälla, 10° observationsvinkel).
V. Slutsats: Färg kan hanteras
I teknisk plast är färg inte längre ett mysterium. De tre siffrorna L, a och b gör den subjektiva känslan "Jag tror att färgen är fel" till det objektiva faktumet "L-värdet överskrider toleransen med 0,6, b-värdet med 0,8." Att förstå de fyra källorna till färgskillnad hjälper oss att förhindra problem innan de uppstår.