- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Faktorer som påverkar plastkrympningshastighet och modifieringsmetoder
Faktorer som påverkar plastkrympningshastigheten
1.Materialinflytande:
(1) Materialtyp: Olika plasttyper har olika krympningshastigheter (se tabell 1).
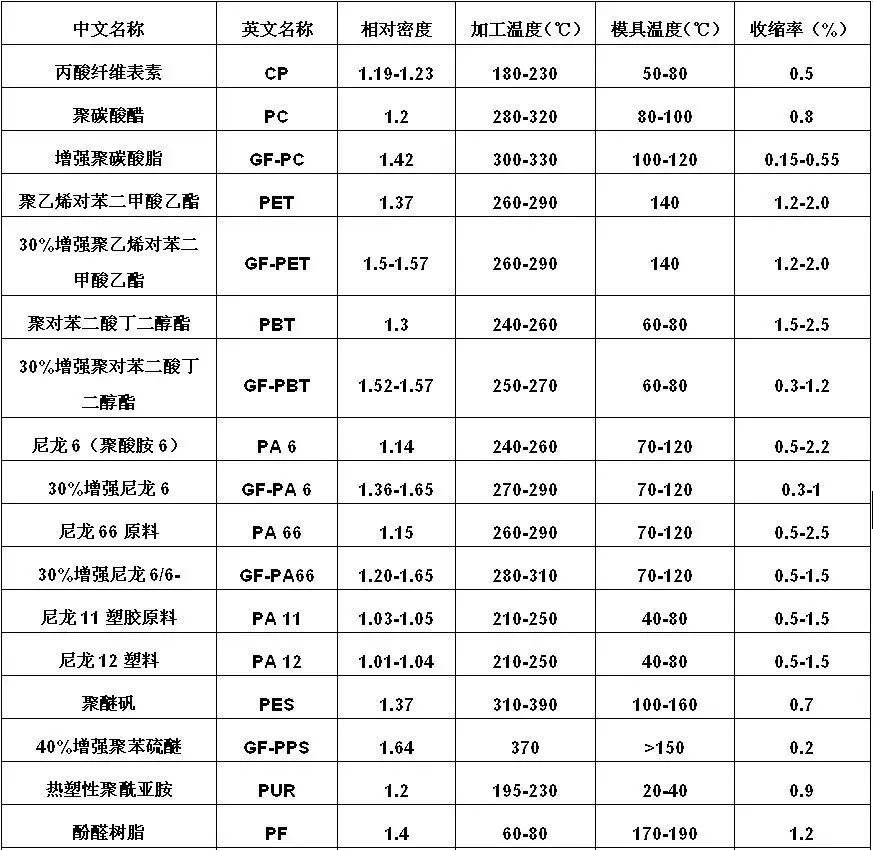
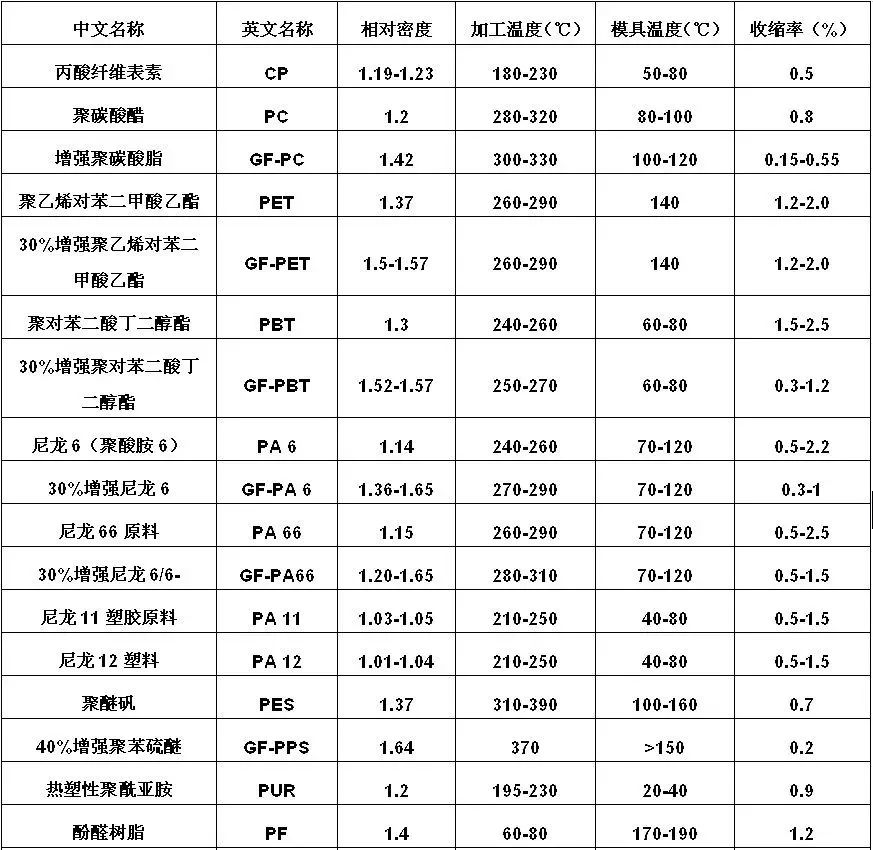
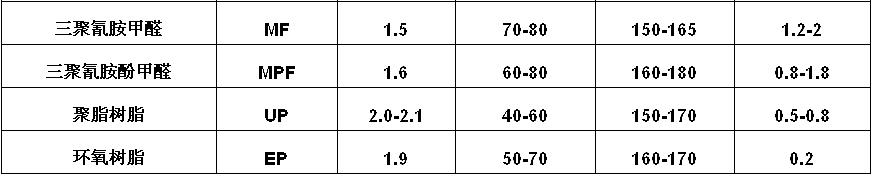
Från tabell 1 kan man se att bland termoplast har 40%glasfiberarmerade PPS den lägsta krympningshastigheten (0,2%), medan bland termosetter har epoxiharts den lägsta krympningshastigheten (0,2%). Fluoroplastik har den högsta krympningshastigheten och når upp till cirka 6%; följt av lågdensitetspolyeten (LDPE) med en maximal krympningshastighet på 5%.
(2) Materialkristallinitet: För samma material resulterar lägre kristallinitet i en mindre krympningshastighet. Bland olika påverkande faktorer har graden av hartkristallinitet den mest betydande inverkan på krympning.
(3) Materialmolekylvikt: För samma material leder en högre molekylvikt till en mindre krympningshastighet. Hartser med samma molekylvikt men bättre flödesbarhet uppvisar lägre formning.
(4) Materialmodifiering: Tillsätt andra hartser, elastomerer eller fyllmedel till bashartset minskar dess krympningshastighet till varierande grad. Skillnader i hartskrympningshastighet påverkar i hög grad den dimensionella noggrannheten hos delar under smältbearbetning. För att producera plastdelar med hög precision måste hartser med låga krympningshastigheter användas. Till exempel har PP-harts en krympningshastighet på 1,8%–2,5%, och dess krympning ökar med minskande molekylvikt, vilket gör det svårt att producera PP-delar med hög precision.
2. Molding Process -inflytande:
(1) Med konstant gjutningstemperatur minskar ökande injektionstryck krympning.
(2) Ökande hålltryck minskar krympningen.
(3) Att höja smältemperaturen minskar krympningen något.
(4) Högre mögeltemperatur ökar krympningen.
(5) Längre hålltid minskar krympningen (krympning påverkas inte efter grindstelning).
(6) Längre kylningstid minskar krympningen.
(7) Hastigheten för högre injektion tenderar att öka krympningen något (mindre effekt).
(8) formning av krympningen är stor, efter skinkning är liten; Post-shrinkage är betydande under de första två dagarna och stabiliseras efter ungefär en vecka.

3. Delstrukturens inflytande:
(1) Tjockväggiga delar har högre krympning än tunnväggiga delar.
(2) Delar med insatser har lägre krympning än delar utan insatser.
(3) Delar med komplexa former har lägre krympning än enkla formade delar.
(4) Krympning i längdriktningen är mindre än krympning i tjockleksriktningen.
(5) Interna hål uppvisar hög krympning, medan externa funktioner uppvisar låg krympning.
4.Mold Structure Influence:
(1) Större grindstorlek minskar krympningen.
(2) Krympning vinkelrätt mot grindriktningen reduceras, krympning parallellt med grindriktningen ökas.
(3) Områden längre från porten har lägre krympning än områden nära porten.
(4) Sektioner av den del som begränsas av formen uppvisar lägre krympning, obegränsade sektioner uppvisar högre krympning.
Modifieringsmetoder för att minska plastkrympningshastigheten
1.Fiberfyllning:
Fibrer inkluderar olika oorganiska och organiska fibrer. Att ta glasfiber som ett exempel, att lägga till 35% glasfiber till PP -harts kan minska krympningshastigheten från 1,8% (fylld) till 0,5%. Långa glasfiberförstärkta plast som utvecklats under de senaste åren erbjuder fördelar inom krympningskontroll och uppvisar låga och konsekventa krympningshastigheter i både längsgående och tvärgående riktningar.
2.Iorganisk fyllmedelfyllning:
Oorganiska fyllmedel inkluderar talk, kalciumkarbonat, bariumsulfat, glimmerpulver, wollastonit och montmorillonit, etc. Fyllningstypen, formen, partikelstorleken och ytbehandlingsnivån påverkar dess effektivitet för att modifiera hartens krympningshastighet.
(1) Fillerform: Fyllmedel med olika former påverkar krympningsreduktion på olika sätt, med effektiviteten: flaken> nålliknande> granular> sfärisk. Till exempel minskar flagnande montmorillonit och glimmer avsevärt sammansatt krympning.
(2) Fyllmedelspartikelstorlek: För samma fyllmedel har mindre partikelstorlekar en större effekt på att minska krympningen. Till exempel, i talkfyllda PP (20% talk + 8% POE), när talkpartikelstorleken ökar från 1250 mesh till 5000 mesh minskar krympningshastigheten från 1,05% till 0,8%.
(3) Fyllningsbehandling: Ytbehandling av fyllmedlet förbättrar dess krympningsreducerande effekt. Exempelvis visar ABS fylld med 10% talk en krympningsminskning från 0,48% till 0,42% när talk behandlas med aluminatkopplingsmedel.
(4) Fyllningsbelastning: För samma fyllmedel resulterar högre belastning i en större minskning av krympningshastigheten.
3.Reducerande kristallinitet:
(1) Tillsätt kristallisationsminskande medel: Vanligtvis används är små molekylföreningar som stör molekylär regelbundenhet och hindrar molekylrörelse i smälttillståndet och därmed reducerar kristalliniteten.
(2) Att lägga till andra hartser: Blandning av små mängder LDPE eller HDPE i PP kan störa dess kristallisation under bearbetningen. Icke-kristallina hartser som PS, ABS, PMMA eller PC kan också tillsättas.
4. Laddar elastomerer:
Elastomerer som PoE, EPDM och SBS kan läggas till. När elastomerinnehållet är under 5%är deras effekt på att minska PP -krympningen liknande. Över 5% innehåll skiljer sig effektiviteten efter typ, med krympningsreduktionsordern: poe> epdm> sbs (i överensstämmelse med deras härdande effekt på PP). Att kombinera oorganiska fyllmedel och elastomerer i PP ger bättre krympningsminskning.
5. Kemisk ympningsmodifiering:
Transplantatmodifiering av PP kan minska dess kristallinitet och därmed uppnå en lägre krympningshastighet.